W związku z wymogami zapewniania jakości oraz procedur spawalniczych i związanymi z tym badaniami źródeł spawalniczych wg norm ISO 3834 i EN 1090, proponujemy Państwu usługi walidacji urządzeń spawalniczych zgodnie z normą EN 60974-14.*
(*by przeprowadzić walidację, źródło powinno mieć aktualne badania przeciwporażeniowe wg EN 60974-4).
Dla firm zainteresowanych jesteśmy w stanie zaoferować gotowy zestaw do kalibracji by móc przeprowadzać pomiary parku maszynowego w swoim zakładzie na własne potrzeby.
Aby dobrze opisać zagadnienia związane z walidacją urządzeń spawalniczych i technicznych metod ich wykonywania, na samym wstępie wyjaśnijmy na czym polega walidacja a na czym kalibracja która jest z nią często mylona.
Kalibracja – polega na zmierzeniu występującego błędu pomiędzy wskazaniami przyrządów urządzenia spawalniczego a wzorcowymi miernikami. Innymi słowy podczas kalibracji stwierdzamy ile „oszukują” wskazania mierników na urządzeniu i ewentualnie podejmujemy działania zmierzające do zminimalizowania błędu do dopuszczalnych 5%.
Walidacja – polega na weryfikacji zadawania i kontroli przez urządzenie (realizacji ustawionych parametrów) wymaganych przez producenta urządzenia i normę EN 60974-14. Innymi słowy należy sprawdzić czy zadane parametry są w rzeczywistości „realizowane/wykonywane” w procesie spawalniczym.
W odróżnieniu do kalibracji, w której porównywane są dwa punkty pomiarowe: prąd/napięcie na wyświetlaczu urządzenia, względem prądu/napięcia na przyrządzie pomiarowym (wzorcu) i w ten sposób stwierdza się jedynie błąd wskazania miernika na urządzeniu, walidacja polega na porównaniu trzech wartości: prądu/napięcia ZADANEGO, prądu napięcia WSKAZANEGO przez spawarkę a prądu/napięcia FAKTYCZNEGO jakie jest zmierzone przez przyrządy walidacyjne. Zatem walidacja polega na pomiarze różnicy pomiędzy tym czego oczekujemy od urządzenia (co ustawiliśmy), tym co urządzenie „pokazuje” a tym co jest w rzeczywistości realizowanie podczas samego procesu spawania.
W tej różnicy kryje się cała waga sprzętu walidacyjnego. Wykonanie pomiaru błędu wskazania, można wykonać z zastosowaniem zwykłego rezystora. Wystarczy obciążyć źródło stałą rezystancją, poczekać na ustabilizowanie się parametrów, spisać wyniki i już wiemy o ile przekłamuje miernik spawarki – wykonano kalibrację. Jednakże jeziorko spawalnicze nie ma charakterystyki czysto rezystancyjnej. Na jeziorku spawalniczym następuje spadek napięcia/prądu, różny w zależności od metody spawania. Mimo że w normie EN 60974-14 napisano, że należy zastosować obciążenie rezystancyjne, to autor ma na myśli zabezpieczenie źródła przed uszkodzeniem i nie dopuszczeniem do prądu udarowego, oraz nie pisze wprost, że jest to optymalna metoda pomiaru lecz dopuszcza alternatywne możliwości obciążenia źródła spawalniczego. Spowodowane jest to właśnie charakterem łuku spawalniczego. Statyczne obciążenie rezystancją nie oddaje natury łuku spawalniczego. Aby rzetelnie wykonać pomiar prądu i napięcia (w szczególności napięcia), źródło obciążenia powinno zapewniać spadek napięcia odpowiedni do metody spawalniczej. Takie warunki spełnia właśnie urządzenie EWM, z wbudowanym blokiem diodowym realizującym i symulującym spadek napięcia łuku spawalniczego. Szczególnie istotnie jest to podczas walidacji charakterystyk zmiennoprądowych (łuk impulsowy) i prądów przemiennych AC. Rezystancyjny charakter i bezwładność cieplna opornicy spawalniczej (tym często są najpopularniejsze źródła obciążenia), wpływa na wypaczenie wyniku walidacji. Blok diodowy w Load Bank-u EWM-a (L600) minimalizuje niekorzystne właściwości rezystora obciążeniowego i uwiarygodnia wynik walidacji jako najbardziej zbliżony do rzeczywistego. Trzeba jednoznacznie podkreślić że jest to urządzenie pasywne. Nie ma tu możliwości ustawienia wartości rezystancji!!! Gwarantuje to liniowość w całym zakresie pomiarowym z wykluczeniem „zewnętrznej ingerencji”. A potwierdzone jest to coroczną kalibracją u producenta i zaplombowaniem urządzenia. Niektórzy producenci stosują przełączane zestawy rezystancyjne co oznacza dopasowanie walidator-a do źródła spawalniczego i zaprzecza to zasadzie walidacji. Mamy zmierzyć faktyczny stan parametrów spawalniczych, czyli zadać i zmierzyć ustawione parametry, a nie zadać i „dopasować” się aby otrzymać to co zadane.
Poniżej prosty schemat źródła obciążenia EWM:
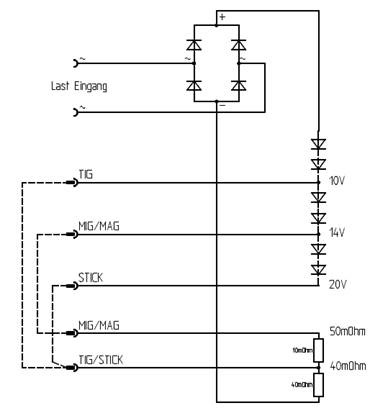

LS600
- Mobilne źródło symulacyjne do 600A
- Napięcie obwodu spawania może być ustawiane dla metod MIG/MAG, TIG i MMA
Zasilanie: 3x400 V
Zabezpieczenie: 3x32 A
Wymiary: 1110x3550x5890 mm
Waga 139,5 kg

KLE 2
- Przenośne urządzenie do kalibracji
- Mierniki analogowe: Amperomierz oraz woltomierz z przełącznikiem
- Odczyt rzeczywistej wartości prądu i napięcia spawania
- Cyfrowy wyświetlacz danych pomiarowych dla prądu i napięcia spawania
- Cyfrowy przyrząd do pomiaru temperatury otoczenia
- Obwód pomiarowy do pomiaru napięcia biegu jałowego zgodnie z normą IEC 60974
W zestawie: dwa przewody do pomiaru napięcia zewnętrznego (2m), cztery kable przyłączeniowe (4m)
Zasilanie: 3x400 V
Zabezpieczenie: 3x32 A
Wymiary: 625x300x535 mm
Waga 25 kg

Testo 470
- Pomiary prędkości obrotowej, prędkości i długości
- Zapis średniej, maksymalnej oraz minimalnej wartości
- Wyświetlanie ostatniej wartość pomiaru
- Łatwa obsługa